
铸造碳化钨焊条
- 品牌:抗耐牌
- 型号:YZ
- 市场价:200 元
- 优惠价:180 元

铸造碳化钨焊条又称铸造碳化钨合金焊条管内成分为W2C和WC合金颗粒,硬度93HRA熔点1600-1800度,采用氧-乙炔焰堆焊,具有较高的耐磨性.
型号
管径mm
管长mm
粒度(目)
YZ5
4.0
390
60~80
YZ4
5.0
390
40~60
YZ3
6.0
390
30~40

图(1)铸造碳化钨焊条
我们公司的铸造碳化钨耐磨气焊条具有硬度高(采用高标号铸造碳化钨粉),可提供粒度从34um-4000um(-5目~+400目)之间的各种规格的铸造碳化钨粉。产品广泛应用于石油钻具,工程机械易磨损件的表面补强和硬化。
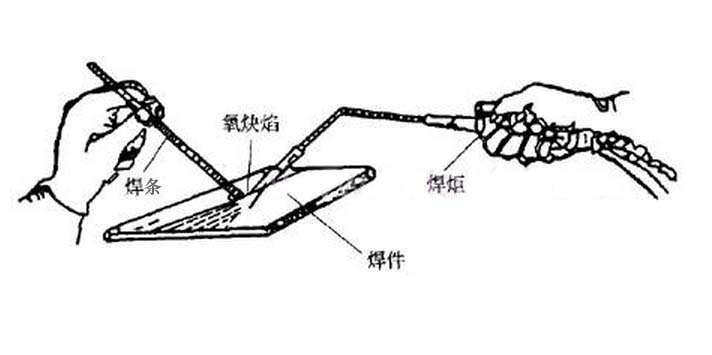
图(2)采用氧炔火焰熔焊碳化钨焊条操作示意图
铸造碳化钨焊条操作注意事项
(1)。 焊接火焰的选择 根据管状耐磨焊条的设计原则及氧-乙炔的特点,应当采用1~2倍碳化焰(内焰与焰心长度之比)进行火焰钎焊。
(2)。 火焰功率 火焰功率的大小主要取决于工件的大小和被焊接材料的热物理性质,同时也与焊条的直径有关。堆焊时大多采用H01-6或H01-12型焊炬,氧气工作压力一般为0.3~0.5Mpa,乙炔工作压力一般为0.02~0.05Mpa。(焊条直径越大,所采用的焊炬、氧气压力、乙炔压力则越大。)
(3)。 工件的预热及施焊 由于被焊件的基本材料往往与硬质相铸造碳化钨的性质差异较大,为防止和减少裂纹产生,对于较厚大的工件应进行450~650℃左右的预热;在始焊处和焊接过程中,应使焊接处的基本金属处于荧荧发光的状态,直至堆焊完成。
(4)。 焊后应使工件缓慢冷却,避免和减少裂纹产生。
|
铸造碳化钨粉规格 |
铸造碳化钨粉化学成分 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
性能
|
|
|
碳化钨焊条适用于石油钻具,建材机械,甘蔗破碎刀具,打井钻头,秸杆还田粉碎机和饲料粉碎机刀片等易磨损件的堆焊使之成为高硬度耐磨件。





