ΡΆΡΞΕ―ΚΗ“©–ΨΚΗΥΩ
|
“ΜΓΔ’Σ“Σ ΓΓΓΓ÷–ΥΌΡΞΟΚΜζΩΙΡΞΥπΦΰΘ®÷ς“Σ «ΗΏΗθ÷ΐΧζΡΞΙθΚΆΡΞ≈ΧΘ©‘ΎΡΞ÷ΤΟΚΖέΙΐ≥Χ÷–≤ΜΕœΡΞΥπΘ§Τδ ß–ß–Έ Ϋ÷ς“Σ «ΟΚΕ‘ΩΙΡΞΥπΦΰΒΡΡΠ≤ΝΥπΚΡ≤ζ…ζΒΡ»ΐΧεΡΞΝœΡΞΥπΘ§ΤδΡΞΥπΖΫ Ϋ÷ς“Σ «ΟΚ÷–ΒΡ”≤÷ Ω≈ΝΘΕ‘ΩΙΡΞΥπΦΰ±μΟφ‘λ≥…ΒΡœ‘ΈΔ«–œςΓΔάγΙΒΥή±δ“‘ΦΑΧΦΜ·ΈοΒΡΤΤΥι”κΑΰ¬δΘΜΡΞΥπΜζάμΈΣΈΔ«–œςΡΞΥπΓΔΥή–‘ΤΘάΆΡΞΥπΓΔ¥ύΕœΚΆΑΰ¬δΡΞΥπ»ΐ÷÷Μζ÷Τ≤Δ¥φΘ§ΒΪ“‘ΈΔ«–œςΡΞΥπΈΣ÷ςΓΘ ΓΓΓΓ’κΕ‘÷–ΥΌΡΞΟΚΜζΗΏΗθ÷ΐΧζΩΙΡΞΥπΦΰΒΡΡΞΥπ ß–ßΜζάμΘ§―–÷ΤΝΥΝΫ÷÷ΚΗΫ”ΙΛ“’–‘Ρή”≈ΝΦΘ§Ε―ΚΗ≤ψΨΏ”–ΗΏ”≤Ε»ΚΆΗΏΡΆΡΞ–‘ΒΡΕύ‘ΣΚœΫπ«ΩΜ·–ΆΉ‘±ΘΜΛ“©–ΨΚΗΥΩΘ§≤ΔΕ‘―–÷ΤΚΗΥΩΉ‘±ΘΜΛΜζ÷ΤΒΡ Βœ÷ΚΆΕ―ΚΗ≤ψΗΏΡΆΡΞ–‘ΒΡ‘≠“ρΫχ––ΝΥΧΫΧ÷ΓΘ ΓΓΓΓΕΰΓΔ…ηΦΤ‘≠‘ρ ΓΓΓΓ―–÷Τ“©–ΨΚΗΥΩΘ®Ϋ≈Κ≈58-OΓΔ60-OΘ©ΆβΤΛ≤…”ΟΚΪΙζΫχΩΎΒΆΧΦάδ‘ΰΗ÷¥χH08ALΘ§ΫΊΟφΈΣO–ΈΘ§“©–ΨΧν≥δœΒ ΐΒς’ϊΖΕΈß45ΘΞΓΪ55ΘΞΘ§œ»‘ΰΚσΑΈΙΛ“’…ζ≤ζΘ§≥…ΥΩ÷±ΨΕΈΣ3.2mm. ΓΓΓΓ―–÷Τ“©–ΨΚΗΥΩΈΣΫπ τΖέ–ΆΘΜΚœΫπœΒ≤…”ΟΕύ‘ΣΚœΫπΘ®MoΓΔWΓΔVΓΔNbΓΔNiΓΔCuΓΔZrΓΔTiΓΔBΓΔReΒ»Θ©«ΩΜ·ΒΡFe-Cr-CœΒΡΆΡΞΚœΫπΘΜ÷ς“Σ≤…”Ο‘λΤχ-ΚœΫπ‘ΣΥΊΉ‘±ΘΜΛΜζ÷ΤΓΘ―–÷Τ“©–ΨΚΗΥΩΒΡ≥…Ζ÷»γ±μ1Υυ ΨΓΘ
ΓΓΓΓ»ΐΓΔ―–÷Τ“©–ΨΚΗΥΩΒΡ–‘Ρή ΓΓΓΓ1.ΚΗΫ”ΙΛ“’–‘Ρή ΓΓΓΓ”…”ΎΉ‘±ΘΜΛ“©–ΨΚΗΥΩΒΡΙΛ“’≤Έ ΐ ”Π–‘–ΓΘ§Υυ“‘ ‘―ι÷–Ε‘ΤδΫχ––ΝΥ”≈Μ·Θ§»γ±μ2Υυ ΨΓΘ
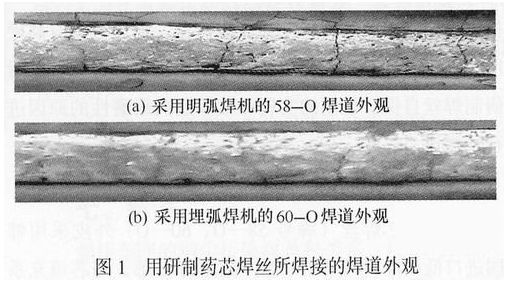
ΓΓΓΓΓΓΓΓ“©–ΨΚΗΥΩ58-OΘ§60-OΒΡΚΗΫ”ΙΛ“’–‘Ρή”≈ΝΦΘΚΒγΜΓ»Φ…’Έ»Ε®Θ§ΚΗΒά≥…–ΈΚΟΘ§Ζ…ΫΠ…ΌΘ§ΤχΩΉΚή…ΌΘ§Ε―ΚΗ≤ψ÷¬ΟήΈόΥθΥ…Θ§±μΟφ”–…ΌΝΩ‘ϋΒψΘ§≤Μ”η«εάμ≤Μ”ΑœλΝ§–χΕύ≤ψΚΗΫ”Θ§―Χ≥Ψ≤Μ¥σΘ§‘κ…υΒΆΓΘΒγΜΓΈ»Ε®–‘ΚΆΖ…ΫΠ≥ΧΕ»ΖΫΟφΆ§άύ≤ζΤΖœύ±»”–ΆΜ≥ω±μœ÷ΓΘ±μ≤ψ÷ς“Σ»±œίΈΣΚαœρΈΔΝ―ΈΤΘ§ «”ΠΝΠ ΆΖ≈ΒΡ’ΐ≥Θœ÷œσΘ§ΈΣ¥σΕύ ΐ”≤ΟφΕ―ΚΗΥυ‘ –μΓΘ ΓΓΓΓΆ§“Μ÷÷Ή‘±ΘΜΛ“©–ΨΚΗΥΩ‘ΎœύΆ§ΒΡΚΗΫ”ΙφΖΕœ¬”…”Ύ≤…”ΟΒΡΚΗΫ”…η±Η≤ΜΆ§Θ§ ΙΒΟΚΗΫ”ΙΛ“’–‘Ρή≤ν“λΚή¥σΓΘ58-O Κœ≤…”ΟZD7-1000–ΆΡφ±δ÷±ΝςΟςΜΓΉ‘Ε·ΚΗΜζΚΗΫ”ΘΜ60-O Κœ≤…”ΟMZ-1000–Ά¬ώΜΓΉ‘Ε·ΚΗΜζ≤ΜΦ”ΚΗΦΝΚΗΫ”Θ§ΤδΚΗΒάΆβΙέ»γΆΦ1Υυ ΨΓΘ
ΓΓΓΓΚ§”–»έΖσΫπ τΜ·―ß≥…Ζ÷ΒΡCO2ΤχΧε±ΘΜΛΚΗΥΩ ΓΓΓΓ2.»έΖσΫπ τΜ·―ß≥…Ζ÷ ΓΓΓΓ≤Έ’’GB984÷ΤΉςΕ―ΚΗ ‘―υΘ§Ψ≠900ΓΪ1000ΓφΓΔ±ΘΈ¬40ΓΪ60minΓΔ¬·άδΒΡ»μΜ·¥ΠάμΚσΉξ»ΓΖέΡ©Ϋχ––Μ·―ßΒΈΕ®ΚΆΚλΆβΈϋ ’Ζ÷ΈωΘ§≤βΒΟΒΡ―–÷Τ“©–ΨΚΗΥΩ»έΖσΫπ τΜ·―ß≥…Ζ÷Φϊ±μ3ΓΘ
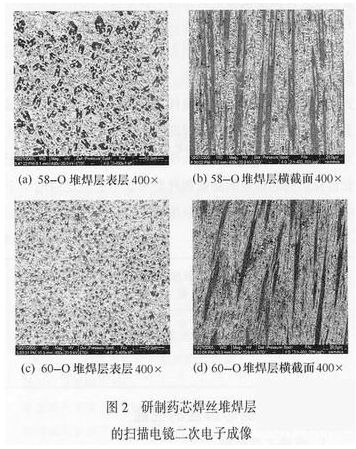
ΓΓΓΓ3.Ε―ΚΗ≤ψΫπœύΉι÷· ΓΓΓΓ≤…”ΟQuanta200–Ά…®ΟηΒγΉ”œ‘ΈΔΨΒΕ‘―–÷Τ“©–ΨΚΗΥΩΕ―ΚΗ≤ψ±μΟφΚΆΚαΫΊΟφΫπœύΉι÷·Ϋχ––ΝΥΖ÷ΈωΘ§’’Τ§»γΆΦ2Υυ ΨΓΘ
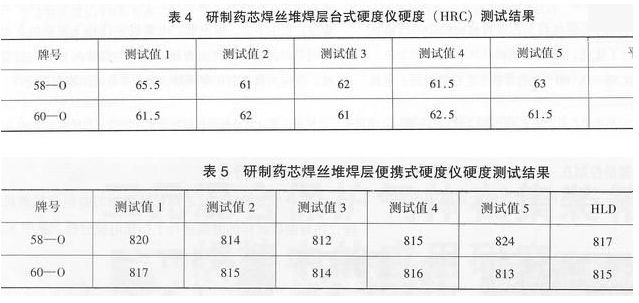
ΓΓΓΓ58-OΓΔ60-OΕ―ΚΗ≤ψΒΡΉι÷·œύΫϋΘ§ΨυΈΣΙΐΙ≤ΨßΉι÷·Θ§‘Ύά≥ œΧεΜυΧε…œΨυ‘»Ζ÷≤ΦΉ≈–ΈΉ¥Ιφ‘ρΒΡ≥θ…ζΧΦΜ·ΈοΓΘΧΦΜ·Έο ΐΝΩΕύΘ§Ζ÷≤ΦΨυ‘»ΓΘ≥θ…ζΧΦΜ·ΈοΩ≈ΝΘΫœ¥σΓΔ≥ œΗΗΥΉ¥ΓΔΨΏ”–Οςœ‘ΖΫœρ–‘«“…ζ≥ΛΖΫœρ¥Ι÷±”ΎΙΛΉςΟφΘΜΙ≤ΨßΧΦΜ·Έο±»ΫœœΗΥιΘ§ΖΫœρ–‘≤ΜΟςœ‘ΘΜΜυΧεΈΣ¬μ œΧεΚΆ≤–”ύΑ¬ œΧεΓΘ”κΆ§άύ≤ζΤΖœύ±»Θ§―–÷Τ“©–ΨΚΗΥΩΕ―ΚΗ≤ψœ‘ΈΔΉι÷·Ηϋ”≈Μ·Θ§Ε‘ΧαΗΏΕ―ΚΗ≤ψΒΡΡΆΡΞ–‘ °Ζ÷”–άϊΓΘ ΓΓΓΓ≤…”ΟD8ADVANCE–ΆX-…δœΏ―ή…δ“«Ν§–χ…®ΟηΖ®Ε‘58-OΓΔ60-OΕ―ΚΗ≤ψΫχ––ΝΥΈοœύΖ÷ΈωΘ§ΖΔœ÷Ε―ΚΗ≤ψ÷–ΒΡ÷ς“ΣΈοœύ”–»ΐ÷÷ΘΚ–±ΖΫΨßœΒΒΡM7C3ΘΜΧε–ΡΝΔΖΫΒΡFe-CrΙΧ»ήΧεΚΆFeΓΘ ΓΓΓΓΧ® Ϋ”≤Ε»“« ΓΓΓΓ4.Ε―ΚΗ≤ψ”≤Ε» ΓΓΓΓΖ÷±π≤…”ΟΧ® Ϋ”≤Ε»“«TH320ΓΔ±ψ–· Ϋ”≤Ε»“«HLN-11Ε‘―–÷Τ“©–ΨΚΗΥΩΒΡΕ―ΚΗ≤ψΫχ––ΝΥ”≤Ε»≤β ‘Θ§ΫαΙϊΦϊ±μ4ΓΔ±μ5.―–÷Τ“©–ΨΚΗΥΩΕ―ΚΗ≤ψ”≤Ε»ΤΫΨυ÷Β‘Ύ61ΓΪ63HRC÷°ΦδΘ§”κΆ§άύ≤ζΤΖœύ±»Θ§”≤Ε»”≈ ΤΫœΟςœ‘ΓΘ
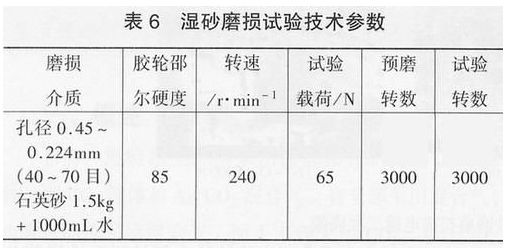
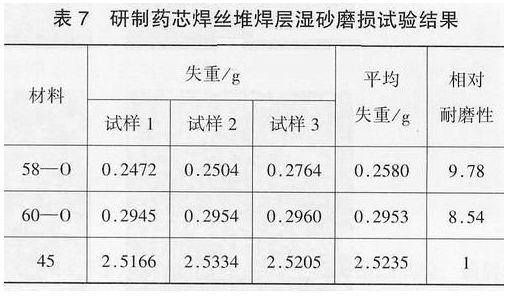
ΓΓΓΓ5.Ε―ΚΗ≤ψΡΆΡΞ–‘ ΓΓΓΓ÷ΐΧζΚΗΧθ ΓΓΓΓΈΣΩΦ≤λ―–÷Τ“©–ΨΚΗΥΩΕ―ΚΗ≤ψ‘Ύ≤ΜΆ§”ΠΝΠΒ»ΦΕœ¬ΒΡΡΆΡΞΝΘΡΞΥπ–‘ΡήΘ§Ζ÷±π≤…”ΟMLS-23–Ά Σ…ΑœπΫΚ¬÷ ΫΡΞΝœΡΞΥπ ‘―ιΜζΚΆSKODAΡΞΥπ ‘―ιΜζΫχ––ΝΥΡΞΥπ ‘―ιΓΘ ΓΓΓΓΘ®1Θ© Σ…ΑœπΫΚ¬÷ ΫΡΞΝœΡΞΥπ ‘―ι Σ…ΑΡΞΥπ ‘―υ≥Ώ¥γΘΚ57mmΓΝ25mmΓΝ12mmΘ§ Σ…ΑΡΞΥπ ‘―ιΦΦ θ≤Έ ΐ»γ±μ6Υυ ΨΓΘ ΓΓΓΓ ‘―ι«ΑΓΔΚσΘ§ΫΪ ‘―υΖ≈»κ Δ”–±ϊΆΣΒΡ…’±≠÷–Θ§‘Ύ≥§…υ≤®«εœ¥“«÷–«εœ¥5ΓΪ8minΘ§Ά®Ιΐ”ΟΆρΖ÷÷°“ΜΩΥΙβ―ßΧλΤΫ≤βΝΩΡΆΡΞΕ―ΚΗ ‘―υΒΡ ß÷ΊΝΩΘ§“‘¥Υά¥ΚβΝΩΕ―ΚΗ≤ψΒΡΡΆΡΞ–‘ΓΘ»Γ¥ψΜπΚσ”≤Ε»ΈΣ52HRcΒΡ45Η÷ΉςΈΣΕ‘±» ‘―υΓΘ
ΓΓΓΓ ‘―ι±μΟςΘ§‘ΎΫœΒΆ”ΠΝΠΉ¥Χ§œ¬Θ§―–÷Τ“©–ΨΚΗΥΩΕ―ΚΗ≤ψΨΏ”–œύΒ±«ΩΒΡΡΆΡΞΝΘΡΞ–‘ΡήΘ§ΗΏ¥ο45¥ψΜπΗ÷ΒΡ8ΓΪ10±ΕΘ§ ‘―ιΫαΙϊ»γ±μ7Υυ ΨΓΘ
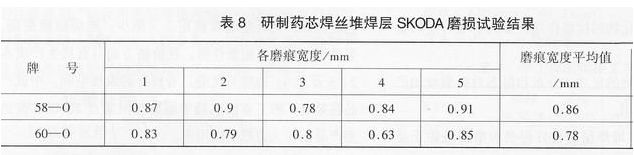
ΓΓΓΓΘ®2Θ©SKODAΡΞΥπ ‘―ιSKODAΡΞΥπ ‘―ιΦΦ θ≤Έ ΐΘΚ ‘―ι‘ΊΚ…15kgΘΜΉΣΥΌ600r/minΘΜΉΣ ΐ3000.―–÷Τ“©–ΨΚΗΥΩΕ―ΚΗ≤ψΒΡΡΆΡΞ–‘ «Ά®ΙΐΫΪ‘Ύœ‘ΈΔΨΒœ¬≤βΒΟ±ξΉΦ”≤÷ ΚœΫπ¬÷‘Ύ ‘―υ±μΟφΫχ––Ε®ΒψΙωΕ·ΡΠ≤Ν≤ζ…ζΒΡΡΞΚέΩμΕ»ΜΜΥψ≥…ΡΞΥπΧεΜΐά¥ΚβΝΩΒΡΓΘ ΓΓΓΓ ‘―ι±μΟςΘ§‘ΎΫœΗΏ”ΠΝΠΉ¥Χ§œ¬Θ§―–÷Τ“©–ΨΚΗΥΩΕ―ΚΗ≤ψΆ§―υ±μœ÷≥ωΝΦΚΟΒΡΡΆΡΞΝΘΡΞΥπ–‘ΡήΘ§ ‘―ιΫαΙϊΦϊ±μ8ΓΘ
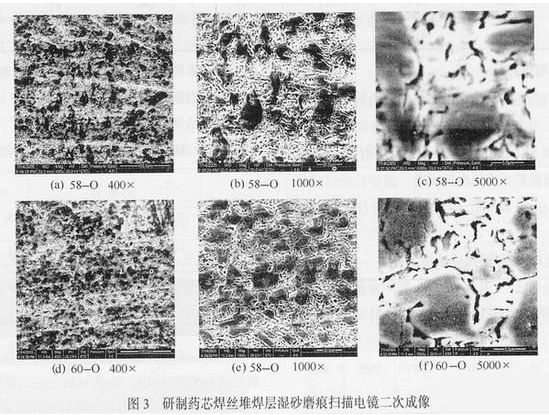
ΓΓΓΓΥΡΓΔΖ÷Έω”κΧ÷¬έ ΓΓΓΓ1.Ή‘±ΘΜΛΒΡ Βœ÷ ΓΓΓΓΆ®Ιΐ‘Ύ“©–Ψ÷–ΉιΚœΦ”»κΈΔΨß ·ΡΪΓΔΗΏΧΦΚœΫπΓΔ¬ΝΟΨΚœΫπΓΔΙηΧζΓΔΟΧΧζΓΔν―ΧζΓΔ≈πΧζΦΑœΓΆΝΒ»Έο÷ Θ§Ά®Ιΐ÷±Ϋ”œϊΚΡ―θΤχΓΔΒΣΤχΚΆΫΒΒΆ÷ήΈßΜΖΨ≥ΒΡ―θΓΔΒΣΖ÷―ΙΝΫ÷÷ΆΨΨΕΘ§ Ι÷ήΈßΤχœύΒΡ―θΜ·–‘Φθ»θ≥…ΙΠΒΊ Βœ÷ΝΥ“©–ΨΚΗΥΩΒΡ‘λΤχ-ΚœΫπ‘ΣΥΊΉ‘±ΘΜΛΓΘ ΓΓΓΓΧΦ‘ΎΗΏΈ¬œ¬”–Κή«ΩΒΡ―θΜ·–‘Θ§―θΜ·Κσ…ζ≥…ΜΙ‘≠–‘ΒΡCOΘ§ΡήΫΒΒΆΤχœύ÷–N2ΓΔO2ΒΡΖ÷―ΙΘ§Ω…“‘ΉςΈΣΒγΜΓœ¬»έ≥ΊΒΡ±ΘΜΛΤχΧεΘΜΧΦ―θΜ·“ΐΤπΒΡ»έ≥ΊΖ–ΧΎ“≤”–άϊ”ΎN2ΒΡ“ί≥ωΓΘ ΓΓΓΓ¬Ν‘ΎΗΏΈ¬œ¬ΨΏ”–ΚήΗΏΒΡΜνΕ»Θ§”–Ζ«≥Θ«ΩΒΡΆ――θΓΔΆ―ΒΣΉς”ΟΘ§Ρή”––ßΒΊΦθ–ΓΚΗΖλΤχΩΉΒΡΟτΗ––‘Θ§ΆυΆυΡήΤπΒΫΆ――θ”κΙΧΒΣΒΡΥΪ÷ΊΉς”ΟΓΘΟΨΒΡΖ–ΒψΈΣ1100ΓφΘ§‘ΎΉΓΒγΜΓ÷–Ω…–Έ≥…’τΤϊΘ§≤Δ”κNΓΔOΫαΚœΘ§Ω…ΒΫ±ΘΜΛ»έΒΈΒΡΉς”ΟΓΘ ΓΓΓΓΙηΓΔΟΧΝΣΚœΆ――θ «ΚΗΫ”“±Ϋπ÷–Ήν≥Θ”ΟΒΡΆ――θ”ΎΕΈΘ§Ω…ΒΟΒΫΫœΚΟΒΡΆ――θ–ßΙϊΓΘ ΓΓΓΓ≈π”κν―‘ΎΗΏΈ¬œ¬”κ―θΒΡ«ΉΚœΝΠΚή«ΩΘ§ΜΙΡή”κΒΣΖ¥”Π…ζ≥…ΗΏ»έΒψΒΡBNΓΔTiNΘ§¥”ΕχΦ»ΫΒΒΆΒΣΒΡ”–ΚΠΉς”ΟΘ§”÷Ω…ΉςΈΣ»έ≥ΊΫπ τΡΐΙΧ ±ΒΡΫαΨßΚΥ–ΡΤπΒΫœΗΜ·ΨßΝΘΒΡΉς”ΟΓΘ ΓΓΓΓœΓΆΝ «4fœΒ14Ηω‘ΣΥΊΒΡΉή≥ΤΘ§–‘÷ Ζ«≥ΘΜνΤΟΘ§‘Ύ180ΓΪ200ΓφΨΆΡή‘ΎΩ’Τχ÷–±Μ―θΜ·≥…Re2O3Θ§‘Ύ750ΓφΡή”κΒΣΖ¥”Π…ζ≥…œΓΆΝΒΣΜ·ΈοReNΘ§ΡήΤπΒΫΆ――θΆ―ΒΣΒΡΉς”ΟΓΘœΓΆΝΡή”––ßΫΒΒΆΚΗΖλΤχΩΉΒΡΟτΗ––‘Θ§ Ι»έΖσΫπ τ÷–Κ§―θΝΩœ¬ΫΒΘ§ΉήΚ§ΒΣΝΩΩΊ÷Τ‘Ύ“ΜΕ®ΒΡΖΕΈßΡΎΘ§ΫΒΒΆΒΣΒΡ”–ΚΠΉς”ΟΓΘ ΝΩΒΡœΓΆΝ‘ΣΥΊΜΙΩ…ΗΡ…ΤΚΗΖλΫπ τΉι÷·ΒΡ–ΈΧ§ΓΔœΗΜ·ΨßΝΘΓΘ ΓΓΓΓ2.ΗΏΡΆΡΞ–‘Ζ÷Έω ΓΓΓΓΈΣΫχ“Μ≤ΫΖ÷Έω―–÷Τ“©–ΨΚΗΥΩΕ―ΚΗ≤ψΒΡΡΞΥπΚΆΩΙΡΞΜζάμΘ§ΜΙΕ‘ Σ…Α ‘―υΒΡΡΞΚέΫχ––ΝΥ…®ΟηΒγΨΒΖ÷ΈωΘ§ΦϊΆΦ3ΓΘ
ΓΓΓΓΕ―ΚΗ≤ψΒΡΡΞΥπ±μΟφΦ»”–Μ°ΚέΓΔάγΙΒΘ§”÷”–ΧΦΜ·Έο¥ύΝ―Θ§”κ ΒΦ ΙΛΩω≤ζ…ζΒΡΡΞΥπΜζ÷ΤœύΆ§ΓΘ ΓΓΓΓΕ―ΚΗ≤ψΨ≠ΡΞΥπΚσΘ§Έ¥≥ωœ÷ΧΦΜ·ΈοΟςœ‘ΆΜ≥ωΜυΧεΒΡœ÷œσΘ§ΥΒΟςΧΦΜ·Έο”κΜυΧε”–ΝΦΚΟΒΡ«Ω»Ά–‘ΤΞ≈δΘ§œύΜΞ÷ß≥≈”κ±ΘΜΛ”––ßΒΊΉηΑ≠ΝΥΡΞΝΘΒΡ«–œςΘ§ Βœ÷ΝΥΝΦΚΟΒΡΥΪœρ±ΘΜΛΘ§≥δΖ÷ΖΔΜ”ΝΥΧΦΜ·ΈοΒΡΩΙΡΞΉς”ΟΘ§ΧαΗΏΝΥΕ―ΚΗ≤ψΒΡ’ϊΧεΩΙΡΞΡήΝΠΓΘ ΓΓΓΓΕ―ΚΗ≤ψ÷–ΧΦΜ·ΈοΒΡ≥Ώ¥γΓΔΖ÷≤ΦΚΆ–ΈΧ§Ε‘ΈΔΝ―ΈΤΒΡ≤ζ…ζΚΆά©’ΙΤπ÷Ί“ΣΉς”ΟΓΘ ΓΓΓΓ58-OΓΔ60-OΕ―ΚΗ≤ψΒΡΝΦΚΟΡΆΡΞΝΘΡΞΥπ–‘Ρή’ΐ «ΒΟ“φ”ΎΤδ”≈Μ·ΒΡœ‘ΈΔΉι÷·ΘΚΧΦΜ·Έο ΐΝΩΕύΓΔΖ÷≤ΦΨυ‘»Θ§”κ¬μ œΧε+…ΌΝΩ≤–”ύΑ¬ œΧεΒΡΜυΧεΨΏ”–ΝΦΚΟΒΡ«Ω»Ά–‘ΤΞ≈δΓΘ≥θ…ζΧΦΜ·Έο≥ ¥Ι÷±”ΎΡΞΥπΟφΒΡœΗΗΥΉ¥Θ§Ι≤ΨßΧΦΜ·Έο≥ Ω≈ΝΘΉ¥ΓΘ ΓΓΓΓΒ±»ΜΘ§Εύ‘ΣΚœΫπ«ΩΜ·–ΆΗΏΗθ÷ΐΧζΚœΫπΧεœΒΓΔ“©–ΨΚΗΥΩ”κΚΗΫ”…η±ΗΦΑΙΛ“’≤Έ ΐΒΡΝΦΚΟΤΞ≈δΓΔΝΦΚΟΒΡΚΗΫ”ΙΛ“’–‘Ρή“≤ « Βœ÷“©–ΨΚΗΥΩΕ―ΚΗ≤ψΗΏΡΆΡΞ–‘ΒΡΙΊΦϋ“ΣΥΊΓΘ ΓΓΓΓΈεΓΔΤδΥϊ ΓΓΓΓΘ®1Θ©ΙζΡΎΡΩ«ΑΟΜ”–¥Υάύ“©–ΨΚΗΥΩΒΡœύΙΊ±ξΉΦΘ§≤ι‘Ρ”–ΙΊΉ ΝœΖΔœ÷Θ§Ω…ΫΪΤδΙιΒΫDIN8555MF-10-GF-6X-GΘ®57ΓΪ62HRC ±Θ§X=0ΘΜ62ΓΪ67HRC ±Θ§X=5Θ©ΜρJISZ3326YFCrA-Sάύ±π÷–ΓΘ ΓΓΓΓΘ®2Θ©Εύ‘ΣΚœΫπ«ΩΜ·–ΆΗΏΗθ÷ΐΧζΉ‘±ΘΜΛΡΆΡΞΕ―ΚΗ“©–ΨΚΗΥΩΘ§Φ»Ω…”Π”Ο”ΎΒγΝΠΓΔΗ÷ΧζΓΔΩσ…ΫΓΔΫ®≤Ρ––“ΒΒΡΡΞΟΚΜζΨ…ΡΞΙθΓΔΡΞ≈ΧΒΡ–όΗ¥Θ§“≤Ω…”Ο”Ύ–¬ΦΰΒΡ‘Λ±ΘΜΛΘ§”– °Ζ÷ΙψάΪΒΡ”Π”Ο«ΑΨΑΓΘ ΓΓΓΓΘ®3Θ©―–÷Τ“©–ΨΚΗΥΩ”κΆ§άύ≤ζΤΖœύ±»ΫœΕχ―‘Θ§ΚΗΫ”ΙΛ“’–‘ΡήΚΟΘ§”»Τδ «ΒγΜΓΈ»Ε®ΓΔΖ…ΫΠ…ΌΘΜΕ―ΚΗ≤ψ”≤Ε»ΗΏΘ§œ‘ΈΔΉι÷·”≈Μ·Θ§ΡΆΡΞ–‘«ΩΘΜ‘ΎΦέΗώΖΫΟφΘ®÷±Ϋ”…ζ≤ζ≥…±Ψ2ΓΪ3Άρ‘Σ/tΘ©“≤ΤΡΨΏ”≈ ΤΘ§”–ΫœΚΟΒΡΖΔ’ΙΩ’ΦδΓΘ÷– ‘≤ζΤΖ‘ΎΡ≥Βγ≥ßΒΡΙΛ“Β–‘ ‘―ι÷–ΡΆΡΞ ±Φδ≥§Ιΐ8000hΘ§ΗΡΫχ–Ά≤ζΤΖ’ΐ‘Ύ¥σΝΠΆΤΙψ”Π”Ο÷–ΓΘ ΓΓΓΓΝυΓΔΫα”ο ΓΓΓΓΘ®1Θ©“©–ΨΚΗΥΩ≤…”ΟΫπ τΖέ–ΨΓΔΕύ‘ΣΚœΫπ«ΩΜ·–ΆΗΏΗθ÷ΐΧζΚœΫπœΒΓΔ‘λΤχ-ΚœΫπ‘ΣΥΊΉ‘±ΘΜΛΜζ÷ΤΓΘ ΓΓΓΓΘ®2Θ©”≈Μ·ΒΡœ‘ΈΔΉι÷·Θ®MΉ‘»σΜ§÷α≥–7C3–ΆΧΦΜ·Έο ΐΝΩΕύΓΔΖ÷≤ΦΨυ‘»Θ§”κ¬μ œΧε+…ΌΝΩ≤–”ύΑ¬ œΧεΒΡΜυΧε”–ΝΦΚΟΒΡ«Ω»Ά–‘ΤΞ≈δΘ§≥θ…ζΧΦΜ·Έο≥ ¥Ι÷±”ΎΡΞΥπΟφΒΡœΗΗΥΉ¥Θ§Ι≤ΨßΧΦΜ·Έο≥ œΗΥιΒΡΩ≈ΝΘΉ¥Θ© «―–÷Τ“©–ΨΚΗΥΩΕ―ΚΗ≤ψΨΏ”–ΝΦΚΟΡΆΡΞΝΘΡΞΥπ–‘ΡήΒΡΗυ±Ψ‘≠“ρΓΘ ΓΓΓΓΘ®3Θ©“©–ΨΚΗΥΩΚΗΫ”ΙΛ“’–‘Ρή”≈ΝΦΘ§Ε―ΚΗ≤ψΚξΙέ”≤Ε»61ΓΪ63HRCΘ§‘Ύ≤ΜΆ§”ΠΝΠΒ»ΦΕœ¬Ψυ”–ΝΦΚΟΒΡΡΆΡΞΝΘΡΞΥπ–‘ΡήΓΘ
|




- …œ“ΜΤΣΘΚΧΦΜ·ΈΌΕ―ΚΗΚΗΧθΩ…“‘ΫβΨωΗ¥‘”ΡΞΥπ [2014/10/17]
- œ¬“ΜΤΣΘΚΡΆΡΞΕ―ΚΗΜυ¥Γ÷Σ Ε [2014/9/17]