决定高硬度堆焊焊条硬度的因素
2022-2-8 15:35:45 点击:
试验材料:
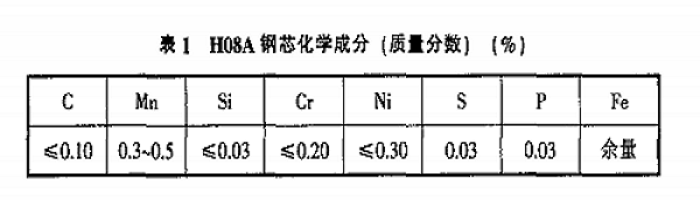
本试验选择Q235钢板为试验堆焊基体材料将钢板切割成若干个尺寸为30mmx30mmxl0mm的试样,打磨其表面铁锈。试验所用的焊芯材质为H08A,直径4mm,长度400mm,化学成分见表1
试验方法:
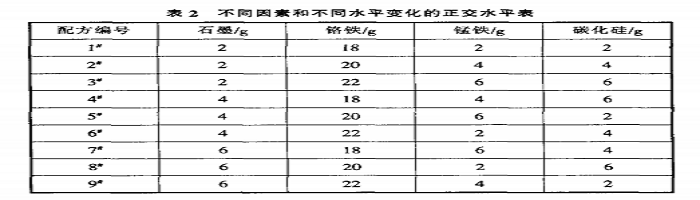
经反复试验确定堆焊焊条药皮基础配方为:大理石36g,金红石16g,钛铁1g,云母3g,长石2g,钛白粉2g,在此基础上以石墨、碳化硅、铬铁、锰铁4个因素为变量,以焊条工艺性能、硬度为研究目标,设计焊条药皮配方正交试验表见表2
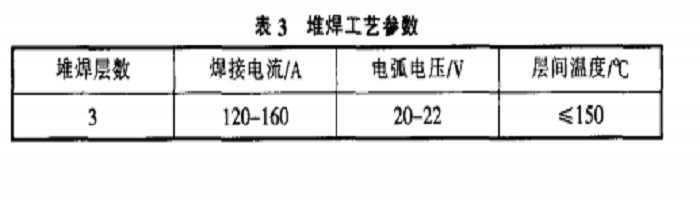
采用以上配方制作焊条.焊条的烘干温度为220~300oC.保温1~1.5h。采用焊条电弧焊进行堆焊,直流反接,每堆焊一层清理堆焊层表面,以免产生夹渣堆焊时待堆焊层冷却到100oC以下才可进行下一层堆焊.堆焊层厚度为4--6mm.堆焊3层堆焊工艺参数见表3。
通过对不同药皮配方的优化,确定了合金元素的加入量,最佳焊条药皮配方为:大理石36g,金红石16g,钛铁1g,云母3g,长石2g,钛白粉2g,石墨6g铬铁20g,高碳锰铁2g,碳化硅6g。经对堆焊金属硬度的影响规律分析可知,石墨对堆焊金属硬度的影响最大,碳化硅、铬铁的次之,锰铁的最小耐磨试验表明、堆焊层的耐磨性与其硬度有关,随着硬度的升高,耐磨性呈上升趋势。第8组最佳焊条药皮配方焊条堆焊层的最高平均硬度值为HRC59.2
- 上一篇:碳化钨耐磨焊丝的金相组织分析 [2022/3/7]
- 下一篇:耐磨焊条在搅拌机叶片上的应用 [2021/12/16]